Drehen - Metrisch Ausgangswerte
| Werkstoffe | vc max | vc min | fmax | fmin |
|---|
| P1 Unlegierter Kohlenstoffstahl (Rm < 500 MPa, Härte < 160 HB, C-Gehalt > 0.25%) | 340 m/min | 240 m/min | 0.12 mm | 0.01 mm |
| P2 Legierter Stahl (Rm 500-700 MPa, Härte 140-200 HB, C-Gehalt > 0.25%) | 320 m/min | 220 m/min | 0.12 mm | 0.01 mm |
| P3 Werkzeugstahl (Rm 900-1100 MPa, Härte 170-275 HB, C-Gehalt > 0.25%) | 260 m/min | 170 m/min | 0.05 mm | 0.01 mm |
| N1 Kupferlegierungen (Rm 450-650 MPa) | 550 m/min | 450 m/min | 0.12 mm | 0.01 mm |
| N4 Kunststoffe, Harze (Rm 500-800 MPa) | 500 m/min | 100 m/min | 0.12 mm | 0.01 mm |
| N5 Verbundwerkstoffe (CFK, GFK) | 80 m/min | 30 m/min | 0.12 mm | 0.01 mm |
Beschreibung
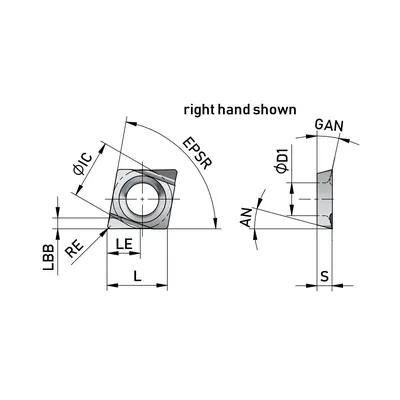
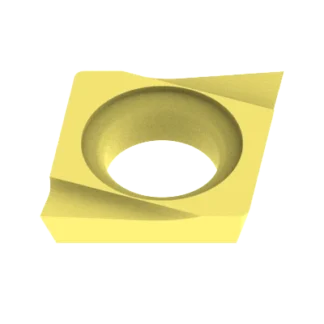
Diese rechtsschneidende Wendeschneidplatte der Grösse CD0401 wird im PVD-Verfahren auf einem Substrat aus Hartmetall beschichtet. Sie entspricht dem Denitool-Grade DX20. Sie verfügt über einen Eckenradius von 0.40 mm, einen Spanwinkel von 12.0° sowie einen Freiwinkel von 15.0°. Die scharfe Schneidkante (F) eignet sich besonders gut zum Schlichten. Die maximale Schnitttiefe beträgt 0.50 mm. Sie ist gut geeignet für das Drehen von Stahl (P) und Nichteisenmetall (N). Es kann durchaus auch rostfreier Stahl (M) und Gusseisen (K) gedreht werden.
DX20
Für Stahl, leicht zerspanbare rostfreie Stähle und Sonderlegierungen bei mittleren Schnittgeschwindigkeiten.
Die empfohlenen Schnittwert-Startparameter finden Sie im Abschnitt «Schnittdaten».