Fräsen - Metrisch Ausgangswerte
| Werkstoffe | vc max | vc min | fz max | fz min |
|---|
| P1 Unlegierter Kohlenstoffstahl (Rm < 500 MPa, Härte < 160 HB, C-Gehalt > 0.25%) | 310 m/min | 240 m/min | 0.06 mm | 0.02 mm |
| P2 Legierter Stahl (Rm 500-700 MPa, Härte 140-200 HB, C-Gehalt > 0.25%) | 280 m/min | 210 m/min | 0.05 mm | 0.02 mm |
| P3 Werkzeugstahl (Rm 900-1100 MPa, Härte 170-275 HB, C-Gehalt > 0.25%) | 230 m/min | 200 m/min | 0.05 mm | 0.02 mm |
| P4 Hochlegierter Werkzeugstahl (Rm 700-900 MPa) | 240 m/min | 210 m/min | 0.05 mm | 0.02 mm |
| P5 Hochlegierter Stahlguss (Rm 800-1500 MPa) | 200 m/min | 160 m/min | 0.04 mm | 0.02 mm |
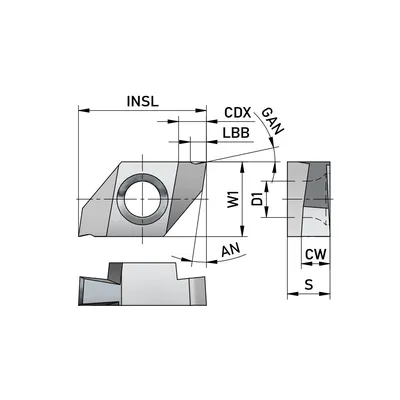
Beschreibung
Diese linksschneidende Wendeschneidplatte der Grösse NFL1 wird im PVD-Verfahren auf einem Substrat aus Hartmetall beschichtet. Sie entspricht dem Denitool-Grade DP35. Sie verfügt über einen Eckenradius von 0.00 mm, einen Spanwinkel von 12.0° sowie einen Freiwinkel von 8.0°. Die scharfe Schneidkante (F) eignet sich besonders gut zum Schlichten. Die maximale Schnitttiefe beträgt 1.90 mm. Auch für die Fräs-Bearbeitung von Stahl (P) ist sie bestens geeignet.
DP35
Für Stahl, schwer zerspanbaren rostfreien Stahl, Grau- und Sphäroguss bei mittleren bis hohen Schnittgeschwindigkeiten. Hohe Verschleissfestigkeit.
Die empfohlenen Schnittwert-Startparameter finden Sie im Abschnitt «Schnittdaten».