Tournage - Valeurs de départ
| Matériaux | vc max | vc min | fmax | fmin |
|---|
| P1 Acier au carbone non allié (Rm < 500 MPa, dureté < 160 HB, teneur en C > 0.25%) | 580 m/min | 320 m/min | 0.25 mm | 0.06 mm |
| P2 Acier allié (Rm 500-700 MPa, dureté 140-200 HB, teneur en C > 0.25%) | 550 m/min | 280 m/min | 0.25 mm | 0.06 mm |
| P1 Acier d'amélioration - à outils (Rm < 900-1100 MPa, dureté < 170-275 HB, teneur en C > 0.25%) | 510 m/min | 240 m/min | 0.25 mm | 0.06 mm |
Description
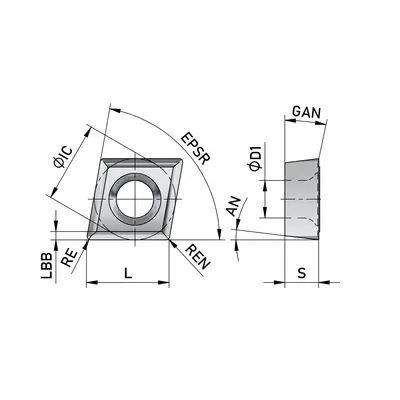
Cette plaquette amovible à coupe neutre de taille CC09T3 est revêtue par un procédé PVD sur un substrat en Cermet . Elle correspond au Denitool-Grade DT255. Elle possède un rayon de nez de 0.20 mm, un angle de coupe de 12.0° et un angle de dépouille de 7.0°. Le arête de coupe affûté (E) est robuste et donc optimal pour l'ébauche. La profondeur de coupe maximale est de 2.00 mm. Il convient parfaitement au tournage d'Aciers (P). Il est tout à fait possible de tourner de l'acier inoxydable (M) .
DT255
Pour l'acier, les aciers inoxydables faciles à usiner et les alliages spéciaux à des vitesses de coupe moyennes et élevées.
Vous trouverez les paramètres de démarrage de coupe recommandés dans la section «Paramètres de coupe».