Tournage - Valeurs de départ
| Matériaux | vc max | vc min | fmax | fmin |
|---|
| P1 Acier au carbone non allié (Rm < 500 MPa, dureté < 160 HB, teneur en C > 0.25%) | 340 m/min | 240 m/min | 0.12 mm | 0.01 mm |
| P2 Acier allié (Rm 500-700 MPa, dureté 140-200 HB, teneur en C > 0.25%) | 320 m/min | 220 m/min | 0.12 mm | 0.01 mm |
| P1 Acier d'amélioration - à outils (Rm < 900-1100 MPa, dureté < 170-275 HB, teneur en C > 0.25%) | 260 m/min | 170 m/min | 0.05 mm | 0.01 mm |
| N1 Alliages de cuivre (Rm 450-650 MPa) | 550 m/min | 450 m/min | 0.12 mm | 0.01 mm |
| N4 Plastiques, résines (Rm 500-800 MPa) | 500 m/min | 100 m/min | 0.12 mm | 0.01 mm |
| N5 Composites (CFK, GFK) | 80 m/min | 30 m/min | 0.12 mm | 0.01 mm |
Description
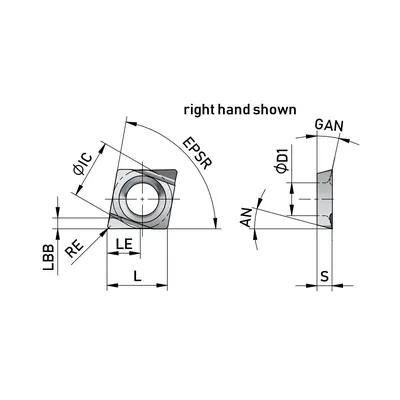
Cette plaquette de coupe à droite de taille CD0401 est revêtue par un procédé PVD sur un substrat en Carbure . Elle correspond au Denitool-Grade DX20. Elle possède un rayon de nez de 0.20 mm, un angle de coupe de 12.0° et un angle de dépouille de 15.0°. Le tranchant affûté (F) est particulièrement adapté à la finition. La profondeur de coupe maximale est de 0.50 mm. Elle est bien adaptée au tournage d'Aciers (P) et des métaux non ferreux (N). Il est tout à fait possible de tourner de l'acier inoxydable (M) et de Fonte (K) .
DX20
Pour l'acier, les aciers inoxydables faciles à usiner et les alliages spéciaux à des vitesses de coupe moyennes.
Vous trouverez les paramètres de démarrage de coupe recommandés dans la section «Paramètres de coupe».