Fraisage - Valeurs de départ
| Matériaux | vc max | vc min | fz max | fz min |
|---|
| P1 Acier au carbone non allié (Rm < 500 MPa, dureté < 160 HB, teneur en C > 0.25%) | 310 m/min | 240 m/min | 0.06 mm | 0.02 mm |
| P2 Acier allié (Rm 500-700 MPa, dureté 140-200 HB, teneur en C > 0.25%) | 280 m/min | 210 m/min | 0.05 mm | 0.02 mm |
| P1 Acier d'amélioration - à outils (Rm < 900-1100 MPa, dureté < 170-275 HB, teneur en C > 0.25%) | 230 m/min | 200 m/min | 0.05 mm | 0.02 mm |
| P4 Acier à outils fortement allié - Acier coulé (Rm 700-900 MPa) | 240 m/min | 210 m/min | 0.05 mm | 0.02 mm |
| P5 Acier coulé fortement allié (Rm 800-1500 MPa) | 200 m/min | 160 m/min | 0.04 mm | 0.02 mm |
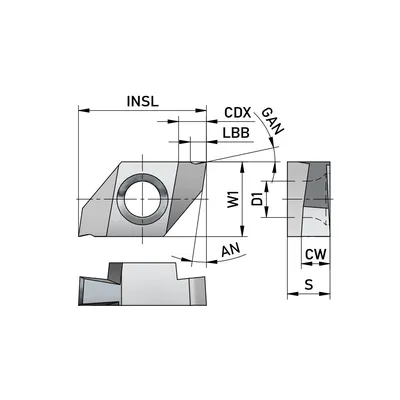
Description
Cette plaquette de coupe à gauche de taille NFL1 est revêtue par un procédé PVD sur un substrat en Carbure . Elle correspond au Denitool-Grade DP35. Elle possède un rayon de nez de 0.00 mm, un angle de coupe de 12.0° et un angle de dépouille de 8.0°. Le tranchant affûté (F) est particulièrement adapté à la finition. La profondeur de coupe maximale est de 1.90 mm. Aussi pour le fraisage-usinage d'Aciers (P) elle est parfaitement adaptée.
DP35
Pour l'acier, l'acier inoxydable difficilement usinable, la fonte grise et la fonte à graphite sphéroïdal à des vitesses de coupe moyennes à élevées. Haute résistance à l'usure.
Vous trouverez les paramètres de démarrage de coupe recommandés dans la section «Paramètres de coupe».